Создание и производство конкурентоспособных продуктов в условиях нового технологического уклада возможно на основе современных ИТ, оборудования, ПО и инструментов. Они предполагают современный подход к перевооружению промышленных предприятий, ориентированный на непрерывность процессов обслуживания и информационную поддержку автоматизированного оборудования. В таких условиях традиционная система нормирования производственных ресурсов и нормативные базы не работают. Здесь нужны другие подходы. Расскажем, в чем суть нового нормирования производства, что при этом меняется и как эти вопросы решаются на примере предприятий ОПК.
Параметры себестоимости изделия определяют нормы потребления производственных ресурсов, в том числе времени. Поэтому при разработке нового продукта и техническом перевооружении предприятия снизить технологическую себестоимость изделия можно с помощью нового нормирования. Так считают специалисты и обосновывают это результатами практического опыта нормирования.
В ходе реализации многих проектов, в некоторых из них авторы принимали непосредственное участие, проектными командами были выделены основные (типовые) процессы, подлежащие нормированию по станко-часам и по нормо-часам. Часть процессов относится к конструкторско-технологической подготовке производства, а другая часть непосредственно к производству деталей и узлов, но все они — обязательный результат проектов технического перевооружения. Полученные нормы являются, с одной стороны, основой для системы планирования производства, с другой — базой для дальнейшего повышения производительности труда и снижения себестоимости изделия.
На текущем этапе развития автоматизации и роботизации механообрабатывающих производств предприятий ОПК наиболее быстро изменяются и роботизируются две группы производственных операций: настройка инструмента и заготовки, а также установка-снятие детали на станок.
Тенденции развития производственных систем показывают, что производительность труда в приборостроительных и машиностроительных производствах, составляющих основу ОПК, будет ускоренно возрастать именно за счет дальнейшей автоматизации и роботизации на базе информационных технологий. Поэтому в целях сохранения глобальной конкурентоспособности предприятия ОПК должны перейти на новый производственно-технологический уровень, отличающийся гибкостью перестройки процессов и адаптивностью к природной вариабельности производственной среды, что характерно не только для постиндустриального, но и для информационного общества.
При этом движение к новому технологическому укладу сопровождает постоянное изменение нормативных баз. Рациональная (или оптимальная с точки зрения эффективности инвестиций) последовательность внедрения средств автоматизации и роботизации в производственные процессы определяется по результатам функционально-стоимостного анализа.
Современные ИС позволяют определить новую систему нормативов и отразить ее в себестоимости изделия
Еще недавно постоянные переналадки станков с ЧПУ и склады большой емкости для обеспечения безлюдного режима работы делали экономически неэффективным внедрение роботов в процессы механообработки. Эти барьеры на пути роботизации единичного и мелкосерийного производства казались непреодолимыми. Но достигнутый в последние несколько лет прогресс в области информационных технологий устраняет эти препятствия.
Полностью автоматизировать операции в рабочей зоне станка позволяет использование современных систем программирования робототехнических комплексов, развитие интерфейсов робот-станков и систем радиочастотной идентификации оснастки для сопровождения технологических процессов маршрутной и технической информацией в электронном виде. А исключить переналадки оборудования из критической цепи технологического процесса и снять вопрос об «оптимальной» производственной партии деталей как для системы планирования, так и для системы управления производством позволяют процессы автономной (вне станка) настройки инструмента и заготовок с поддержкой инструментальной и станочной оснастки RFID-метками. В таких условиях требуется по-новому оценить особенности роботизации единичных и мелкосерийных многономенклатурных производств (рис. 1).
Основные отличия роботизации производств с различной организацией (рисунок 1)
|
Характер производства |
Крупносерийное |
Среднее и мелкосерийное |
Единичное |
|---|---|---|---|
|
Объем магазина заготовок |
На одну деталь |
На партию деталей |
Многоуровневый склад |
|
Характер станочной оснастки |
Фиксированная |
Переналаживаемая/сменная |
На независимой паллете |
|
Привязка оснастки к станку |
Привязана к станку |
Привязана к станку |
Не привязана к станку |
|
Переналадки рабочей зоны |
Редкие |
Частые |
Отсутствуют |
|
Магазин РИ |
На одну деталь |
На обработку партии деталей |
Многоуровневый склад |
|
Характер наладки РИ |
На станке |
Вне станка |
Вне станка |
|
Привязка РИ к станку |
Привязан к станку |
Привязан к станку |
Не привязан к станку |
|
Переналадки магазина РИ |
Редкие |
Со сменой партии |
Фоновые, автоматические |
|
Замена текущей УП |
Редкая, оператором |
Со сменой партии, оператором |
Фоновая, автоматически |
|
Характер очереди деталей |
Стабильная |
Устойчивая в составе партии |
Вариабельная |
|
Состав очереди деталей |
Один заказ |
Несколько заказов |
Различные заказы |
|
Основа производительности |
Эффективное резание |
+ быстрая переналадка |
+ диспетчирование |
|
Уровень роботизации |
Станок |
Участок |
Производство |
Использование современных информационных систем практически для любого производства позволяет ответить на ключевой вопрос проекта: какую производственную мощность и производительность труда можно обеспечить при заданном уровне роботизации производства, то есть какова будет новая система нормативов в новых технологических процессах и как это отразится на себестоимости изделия?
Технологической и информационной поддержки требуют процессы конструкторско-технологической подготовки производства и сложные ручные операции наладчиков
При использовании робототехнических комплексов в машиностроении для дальнейшего повышения производительности труда возникают совершенно новые задачи в силу слишком большой номенклатуры деталей и огромного объема НСИ. Номенклатура деталей и соответствующее ей количество операций, которые раньше распределялись на нескольких основных рабочих, теперь приходятся на одного. При этом нормирования, а также технологической и информационной поддержки требуют уже совершенно другие процессы.
В области конструкторско-технологической подготовки производства (КТПП) — это процессы программирования взаимодействия автоматизированных складов, роботов и станков, а также интеллектуальной обработки с динамическим управлением размерами и динамической корректировкой технологических баз.
В области управления современным высокоавтоматизированным единичным многономенклатурным производством можно выделить две новые задачи: диспетчирование очередей производственных заданий и интерактивную информационную поддержку сложных ручных операций, выполняемых наладчиками и операторами и определяемых характером производства.
Рассмотрим диспетчирование очередей.
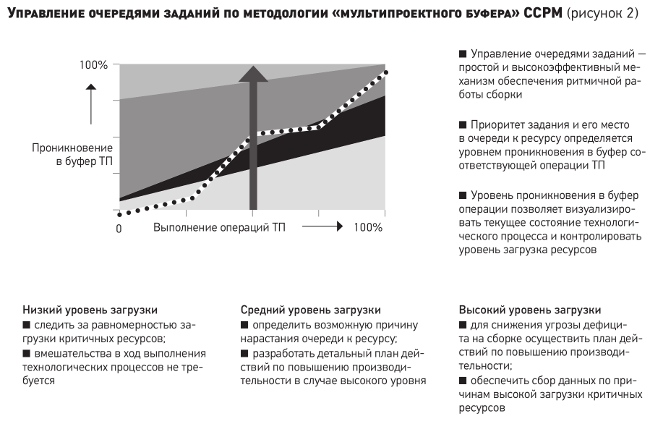
Особенностью единичного многономенклатурного производства является низкая устойчивость производственных планов, рассчитанных на уровне единицы ресурсов. Высокая вариативность очереди на обработку требует гибкости норм и механизма переназначения задания. В этой связи резко возрастает роль системы диспетчирования, поскольку каждая деталь может являться критичной для обеспечения ритмичности сборки. Поэтому чем выше риск опоздания на сборку, тем выше должен быть приоритет задания в очереди на операцию механообработки. В серийном же производстве очереди стабильны и не нуждаются в управлении.
Единичный характер производства делает управление технологическим процессом похожим, по сути, на управление небольшим проектом, а управление многономенклатурным единичным производством — на управление мультипроектной средой. В этой связи, на наш взгляд, управление очередями производственных заданий при таком характере производства целесообразно строить по методологии «мультипроектного буфера» CCPM. При таком подходе одновременно реализуется прозрачный контроль загрузки критичных ресурсов для своевременного принятия мер по снижению угрозы дефицита деталей и узлов на сборке (рис. 2).
Особенности интерактивной информационной поддержки сложных ручных операций состоят в следующем. Дополнительную сложность в управлении современным производством представляет растущая номенклатура деталей и соответствующее ей многообразие операций, приходящееся на одного работника. Так, в одном из крупных проектов производственные процессы содержали более 120 000 технологических операций. Проблема длинных цепочек технологических операций обработки решается концентрацией операций на многофункциональных (токарно-фрезерных или фрезерно-токарных) обрабатывающих центрах с ЧПУ, оснащенных робототехническими системами перехвата заготовки. В этой группе операций размерность можно уменьшить более чем на порядок. В таком случае система планирования будет иметь дело с одной укрупненной операцией обработки вместо десяти операций.
С операциями ручного характера (наладка оснастки и инструмента, настройка системы измерения и др.) дело обстоит несколько иначе. Объединение типовых последовательностей простых ручных операций в одну укрупненную операцию, хотя существенно снижает размерность задач планирования и диспетчирования, одновременно увеличивает сложность выполнения таких укрупненных ручных операций и учет времени их выполнения в системах управления производством.
Проблема решается интерактивной поддержкой со стороны физических и виртуальных терминалов MES-системы, реализующих функции киберфизических систем промышленного интернета вещей (IoS) на всех рабочих местах, включая терминалы укрупненных ручных операций, по аналогии с концентрацией операций на обрабатывающем центре с ЧПУ.
Повышение сложности ручных операций обработки и логистики неизбежно влечет изменения в подходах к нормированию: гибкие нормы для трудоемкости конкретной технологической операции и жесткие нормы для длительности цикла технологического процесса в целом, достигаемые одновременным решением задач управления очередями и интерактивной автоматической поддержки ритма производственного процесса. Это позволяет решать в автономном режиме основные задачи диспетчирования — ускорить опаздывающие детали, притормозить опережающие и обеспечить на сборке режим «точно вовремя».
Создание новой нормативной базы, изменение системы оплаты труда и сертификацию персонала нужно синхронизировать
Рабочие, как правило, сопротивляются попыткам повысить нормы выработки и избежать дефицита кадров. Практика показывает, что любой барьер в повышении эффективности производства всегда выгоден небольшому числу конкретных сотрудников, но не выгоден предприятию в целом. Дефицит кадров рабочие используют для зарабатывания дополнительных средств за сверхурочную работу, а любые попытки изменения норм воспринимают как усиление эксплуатации.
Для преодоления сопротивления внедрению новых норм необходимо обеспечить соответствие нового нормирования и системы мотивации.
Поэтому новые нормы целесообразно вводить одновременно с заменой системы оплаты труда на новом участке, запускаемом параллельно с действующим старым участком. Коллектив старого участка будет постепенно выводиться из производственного процесса по мере освоения номенклатуры на новом участке. При этом новое нормирование требует обязательного закрепления в процессе профессионального обучения на рабочих местах нового участка, как показывает практический опыт.
«Сдельная система оплаты труда — лучшая гарантия некачественной работы», — отмечал Э. Деминг, рассматривая различные системы мотивации в 1970 гг. На современных производствах сдельная система оплаты труда не рациональна еще и по причине частой смены нормируемых показателей. К тому же невозможно установить справедливые и стабильно работающие нормы равной оплаты труда через количество и качество равного труда в многономенклатурном мелкосерийном производстве в силу природной вариабельности производственных процессов. Такие показатели все меньше зависят от рабочих, и все больше — от организации производственных процессов, качества, оснащения и состояния оборудования.
Новое нормирование в современных производственных системах сопровождается отказом от индивидуальной сдельной системы оплаты труда и переходом к повременно-премиальной системе с групповой (бригадной) мотивацией, привязанной к номенклатурному плану подразделения. В этом случае можно уверенно планировать и контролировать обычно слабо формализуемые процессы КТПП и многономенклатурного производства. В то же время процессы изменения системы оплаты труда, создания новой нормативной базы и сертификации персонала требуют синхронизации для обеспечения стабильности производственной системы.
Инновации — необходимое средство достижения устойчивого развития и постоянного изменения норм
Развитие экономики и ее циклический характер при каждой смене технологического уклада основывается на инновациях пяти типов: продукты, технологии, материалы, рынки и бизнес-процессы, о которых писал Й. Шумпетер. На каждом этапе инновационного развития происходит переход на новый уровень продуктов, материалов, технологий, бизнес-процессов, поскольку предыдущий уровень становится тормозом, ограничением развития.
Грамотный проект технического перевооружения обосновывает инвестиции таким повышением производительности труда (снижением трудоемкости на одно изделие), которое опережает рост амортизации приобретенного оборудования и затрат на программное обеспечение, отнесенных на себестоимость изделия. Инвестиции направляются при этом на техническое перевооружение тех технологических процессов, изменение нормирования которых в наибольшей степени влияет на целевую функцию проекта.
Периоды между сменами технологических укладов становятся все короче, прогресс ускоряется, и формула «товар — деньги — товар’» сегодня в машиностроительном производстве даже для сравнительно коротких периодов времени уже слабо применима. Основой для современного процессно-ориентированного подхода к перевооружению, а значит, и к нормированию, определяющему ценообразование и конкурентоспособность, становится новая формула, предусматривающая инновации: товар — деньги — инновации — товар’.
Это формула нового цикла развития предприятий ОПК, которая включает определение продукта, инвестиции в технологическую модернизацию, увеличение прибыли, финансирование НИОКР, исследование новых возможностей, инновации и определение нового продукта на основе новых знаний.
В заключение отметим: основное направление развития предприятий ОПК соответствует общим тенденциям в развитии машиностроения — повышению производительности труда на основе дальнейшей автоматизации и роботизации, построению умного производства на базе информационных технологий.
Большинству машиностроительных предприятий ОПК неизбежно предстоит заниматься автоматизацией и роботизацией многономенклатурного единичного или мелкосерийного производства, и при его нормировании важно знать основные особенности:
-
отказ от прямого использования норм для начисления заработной платы вследствие большой номенклатуры и быстроменяющихся технологий;
-
отказ от понятия «оптимальной» партионности вследствие исключения переналадок оборудования из критической цепи технологического процесса;
-
возрастание роли диспетчирования вследствие высокой вариабельности очередей единичных производственных заданий;
-
интерактивная информационная поддержка со стороны специальных терминалов укрупненных ручных операций вследствие повышения уровня их сложности.